
Raft en impression 3D : guide complet pour bien le configurer
- lv3dblog1
- il y a 13 heures
- 9 min de lecture
Résumé : Le raft en impression 3D est une structure en grille imprimée sous la pièce pour maximiser l'adhérence au plateau ; composé en général de 4 couches, il réduit considérablement les échecs liés au warping.
Vous lancez une impression longue en ABS, et au bout de deux heures, les coins de votre pièce se soulèvent. Tous les utilisateurs d'imprimantes 3D FDM ont un jour été confrontés au warping, cette réaction thermique qui provoque la rétractation du plastique au refroidissement. La solution la plus radicale à ce problème porte un nom : le raft en impression 3D. Souvent méconnu ou mal réglé, ce « radeau » placé sous vos modèles peut transformer le taux de réussite de vos impressions, à condition de savoir quand et comment l'utiliser. Pour approfondir vos connaissances, consultez également notre guide du remplissage en impression 3D.
Cet article détaille le fonctionnement du raft, ses paramètres essentiels dans les slicers actuels, les situations où il s'impose et celles où le brim ou la skirt suffisent. Vous y trouverez aussi des conseils concrets pour le retirer proprement et optimiser la qualité de surface de vos pièces.
Qu'est-ce qu'un raft en impression 3D et comment fonctionne-t-il ?
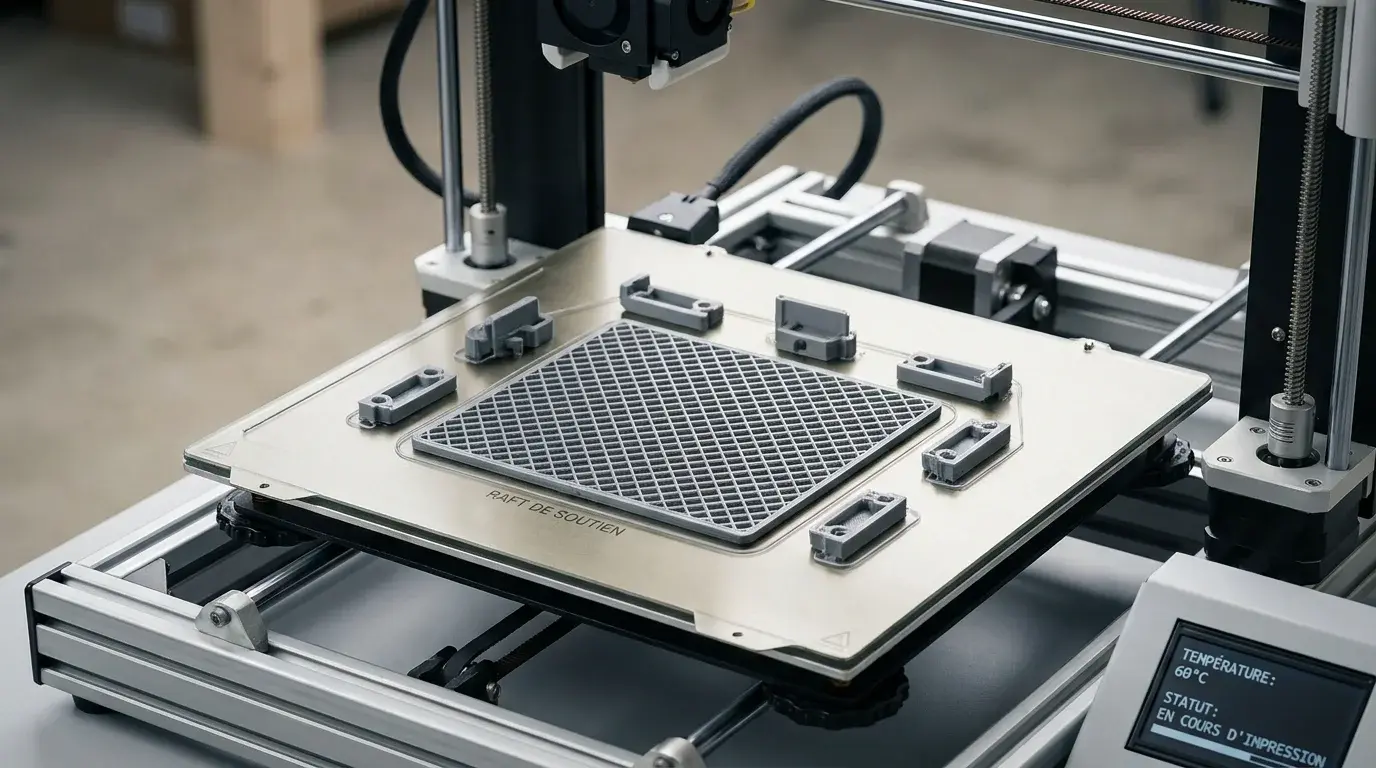
Les rafts désignent des structures d'accroche imprimées sur le plateau pour maintenir la pièce. Le raft se présente sous la forme d'une structure, en général composée de 4 couches, imprimée sous la pièce. Elle offre une meilleure surface d'accroche et améliore l'adhérence au plateau. Contrairement au brim, qui entoure la base du modèle, le raft crée une plateforme complète sur laquelle votre objet repose entièrement.
Le principe est simple : la couche inférieure du raft adhère fortement au plateau grâce à des lignes épaisses et lentes. Les couches intermédiaires forment une grille de transition. Les couches supérieures, plus fines, créent une surface lisse sur laquelle la première couche de votre modèle se dépose. Le raft consiste à ajouter une base de matière sous l'objet imprimé. Ainsi ce dernier ne sera pas imprimé directement sur le plateau mais sur cette base. Il s'agit d'une superposition d'environ 4 couches, sous forme de grille plus large que l'objet, permettant une meilleure accroche et une meilleure stabilité durant tout le temps de l'impression.
Un écart d'air (air gap) sépare le raft du modèle. Ce paramètre est fondamental : trop faible, le raft fusionne avec la pièce ; trop élevé, la pièce ne tient pas. Une valeur de 0,1 mm constitue généralement un bon point de départ.
Quand utiliser un raft plutôt qu'un brim ou une skirt ?
Chaque assistant d'adhérence répond à un besoin précis. Choisir entre raft, brim et skirt dépend du matériau, de la géométrie de votre pièce et de l'état de votre plateau. Voici les situations où le raft s'impose.
Matériaux difficiles à coller
Utilisez l'option raft si vous travaillez avec des matériaux ayant une plus grande chance de se déformer, comme le filament ABS, ou pour des impressions 3D de plus grande taille. Le nylon, le polycarbonate et le TPU bénéficient également de cette approche. Ces filaments, dont la température d'extrusion dépasse souvent 240 °C, génèrent des contraintes thermiques importantes au refroidissement.
Pièces à base réduite ou irrégulière
Les figurines posées sur un pied, les colonnes fines ou les objets à géométrie complexe ont une surface de contact minimale avec le plateau. Le raft élargit cette zone de contact en créant une base horizontale stable. Pour les pièces avec des supports complexes, le raft garantit que toute la structure reste solidaire du plateau pendant les heures d'impression.
Plateau mal nivelé ou usé
Une première couche défectueuse est responsable de la majorité des échecs d'impression, selon les retours d'utilisateurs de Prusa Research en 2024. Si votre plateau présente des déformations ou un revêtement usé, le raft compense ces irrégularités. C'est souvent la solution la plus rapide avant de remplacer la surface d'impression.
Tableau comparatif : raft, brim et skirt
Critère | Raft | Brim | Skirt |
Adhérence apportée | Maximale | Modérée | Aucune |
Consommation de filament | Élevée | Modérée | Faible |
Temps d'impression ajouté | 5 à 15 min | 2 à 5 min | < 1 min |
Difficulté de retrait | Moyenne | Facile | Très facile |
Impact sur la surface inférieure | Texture marquée | Marques légères | Aucun |
Cas d'usage principal | ABS, nylon, base étroite | PETG, grands modèles plats | PLA, adhérence suffisante |
Les paramètres essentiels du raft dans votre slicer
Tous les slicers modernes (Cura, PrusaSlicer, OrcaSlicer, Bambu Studio) proposent une section dédiée à l'adhérence du plateau. Le raft se configure via plusieurs réglages qui déterminent sa solidité, sa facilité de retrait et son impact sur la pièce. Voici les paramètres à maîtriser.
Épaisseur et nombre de couches
Le raft se décompose en trois zones. La couche de base (base layer), épaisse et imprimée lentement, assure l'accroche au plateau. Les couches intermédiaires (middle layers) forment le corps de la grille. Les couches supérieures (top layers), au nombre de 2 à 3, créent la surface de contact avec votre modèle. Augmenter le nombre de couches supérieures améliore la qualité de la face inférieure de votre pièce.
Écart d'air (air gap)
Les trois principaux paramètres que vous pouvez modifier sont la marge supplémentaire du raft, l'écart d'air du raft et les paramètres de la couche supérieure. Le Raft Extra Margin augmente simplement la taille du radeau autour du modèle, ce qui conduit à un niveau d'adhérence accru pour vos impressions. L'écart d'air, quant à lui, contrôle la distance entre le sommet du raft et la base de votre pièce. Réglez-le entre 0,1 et 0,2 mm pour un compromis optimal entre maintien pendant l'impression et facilité de séparation après.
Marge supplémentaire (offset)
Ce paramètre définit de combien le raft dépasse les contours de votre modèle. Une marge de 3 à 5 mm offre une bonne stabilité sans gaspiller trop de filament. Pour les pièces très sujettes au warping, vous pouvez monter à 8 ou 10 mm.
Vitesse d'impression du raft
Imprimez la couche de base du raft à vitesse réduite (20 à 30 mm/s) pour garantir une adhérence solide. Les couches suivantes peuvent être imprimées plus vite. La première couche de votre modèle, celle qui repose sur le raft, doit également être ralentie (50 % de la vitesse normale) pour assurer une bonne liaison.
Comment retirer un raft sans endommager votre pièce ?
Le problème de cette technique est qu'elle laisse des marques sur la pièce imprimée et qu'elle est difficile à décrocher. Attention aussi aux objets fins et fragiles, car le retrait du raft risque d'en briser un morceau. Quelques précautions permettent d'éviter ces désagréments.
Commencez par laisser refroidir la pièce et le raft à température ambiante. Le retrait à chaud augmente le risque de déformation. Glissez ensuite une spatule fine (ou un couteau à enduire) entre le raft et la pièce, en travaillant progressivement sur tout le périmètre. Si le raft résiste, augmentez légèrement l'écart d'air dans votre slicer pour la prochaine impression.
Pour les pièces délicates, une pince plate permet de « peler » le raft couche par couche. Un léger ponçage au papier de verre (grain 200 à 400) efface les dernières traces sur la surface inférieure. Si vous constatez que le raft reste systématiquement collé, vérifiez que la température d'extrusion n'est pas trop élevée : un excès de chaleur fait fusionner les couches de manière trop agressive.
Raft et warping : pourquoi cette combinaison fonctionne
L'ABS, le nylon ou l'ASA ont une température d'extrusion plus élevée que les autres plastiques. Ces filaments sont sujets au phénomène de warping, une réaction thermique qui se traduit par une rétractation du plastique au refroidissement. Le raft agit comme un amortisseur thermique : sa large surface distribue les contraintes de retrait sur une zone bien plus grande que la base du modèle.
En 2026, les plateaux PEI texturés (Bambu Lab, Prusa) offrent une adhérence quasi parfaite sans aucun produit. Pourtant, même sur ces surfaces performantes, le raft reste pertinent pour les matériaux techniques. Selon un guide de Primante3D, le raft se présente sous la forme d'une structure imprimée sous la pièce qui offre une meilleure surface d'accroche et améliore l'adhérence au plateau.
Combiner le raft avec un plateau chauffé et une enceinte fermée représente la stratégie la plus efficace contre le warping sévère. Chauffez le plateau à la bonne température (100 à 110 °C pour l'ABS) et utilisez une chambre fermée pour les matériaux techniques, c'est indispensable au-delà de 50 mm de hauteur en ABS. Si vous débutez en impression 3D FDM, commencez par du PLA qui nécessite rarement un raft.
Les erreurs courantes à éviter avec le raft
Utiliser un raft par défaut sur toutes vos impressions est la première erreur. Le raft consomme du filament, allonge le temps d'impression et laisse une texture sur la face inférieure. Pour du PLA sur un plateau PEI bien nivelé, une simple skirt suffit dans la majorité des cas.
Négliger le nivellement du plateau est une autre erreur fréquente. Le raft compense les petits défauts, mais il ne remplace pas un calibrage correct. Le bon nivellement du plateau est essentiel pour une bonne adhérence. C'est un point essentiel qui conditionne la réussite de l'impression dans sa globalité. Selon Filimprimante3D, "mieux vaut passer 10 minutes à niveler le plateau plutôt que de perdre une impression de 10 heures."
Enfin, oublier de vérifier la température du plateau selon le matériau utilisé compromet l'efficacité du raft. Les fourchettes recommandées en 2026 sont : PLA à 50 à 60 °C, PETG à 70 à 80 °C, et ABS à 100 à 110 °C. Un raft parfaitement configuré sur un plateau froid ne servira à rien. Si un problème persiste, consultez notre guide de dépannage impression 3D pour une approche méthodique.
Configurer un raft selon votre matériau : réglages recommandés
Chaque filament impose des ajustements spécifiques. Voici les réglages de raft à adapter en fonction de votre matériau, basés sur les pratiques courantes avec les slicers actuels.
Matériau | Écart d'air | Marge supplémentaire | Couches supérieures | Temp. plateau |
PLA | 0,15 à 0,2 mm | 3 mm | 2 | 50 à 60 °C |
PETG | 0,12 à 0,18 mm | 4 mm | 2 à 3 | 70 à 80 °C |
ABS | 0,1 à 0,15 mm | 5 à 8 mm | 3 | 100 à 110 °C |
Nylon (PA) | 0,08 à 0,12 mm | 6 à 10 mm | 3 | 70 à 90 °C |
TPU | 0,1 à 0,15 mm | 5 mm | 2 | 50 à 60 °C |
Pour l'ABS et le nylon, réduisez l'écart d'air afin que la pièce reste fermement attachée au raft pendant toute la durée de l'impression. Pour le PLA, un écart plus généreux facilite le retrait sans outil. Pour le TPU, imprimez à vitesse réduite (20 à 30 mm/s) et prévoyez un retrait délicat, car la souplesse du matériau complique la séparation.
Selon La Nouvelle École, ajouter un brim de 5 à 8 mm autour de la base, voire un raft si le warping persiste, constitue une approche progressive recommandée. Testez d'abord le brim ; passez au raft uniquement si le problème persiste.
Raft impression 3D : faut-il encore l'utiliser en 2026 ?
Les machines récentes (Bambu Lab, Prusa Core One) auto-corrigent une grande partie des problèmes d'adhérence via la calibration automatique et la détection IA des échecs. Certains slicers récents comme OrcaSlicer et Bambu Studio proposent en 2026 un brim adaptatif qui n'ajoute de la bordure que là où la pièce en a réellement besoin, réduisant le gaspillage de matière tout en concentrant l'adhérence sur les zones critiques.
Malgré ces avancées, le raft conserve sa pertinence dans plusieurs cas de figure. Les matériaux techniques (nylon, polycarbonate, PEEK) continuent de poser des défis d'adhérence que seul un raft peut résoudre de manière fiable. Les plateaux usés ou déformés, courants sur les machines d'entrée de gamme après un an d'utilisation, bénéficient toujours de cette compensation mécanique.
Le raft reste aussi un allié précieux pour les débutants qui n'ont pas encore perfectionné leur calibrage. Plutôt que de multiplier les échecs coûteux en filament et en temps, activer le raft sur les premières impressions permet de se concentrer sur l'apprentissage des autres paramètres. Pour maîtriser les fondamentaux, notre bases de l'impression 3D vous accompagne pas à pas.
En résumé, le raft en impression 3D n'est pas obsolète : il a simplement trouvé sa juste place dans l'arsenal des techniques d'adhérence. Maîtriser ses paramètres (écart d'air, marge, couches supérieures) vous permet de l'activer uniquement quand la situation l'exige, en préservant la qualité de surface et en évitant le gaspillage. Galaxy3D vous accompagne dans l'apprentissage de toutes ces techniques pour que chaque impression soit une réussite. Pour aller plus loin et acheter une imprimante 3D adaptée à vos projets, explorez les options disponibles dès maintenant.
Questions fréquentes
Quelle est la différence entre un raft et un brim en impression 3D ?
Le raft est une plateforme complète imprimée sous votre modèle, tandis que le brim est une bordure plate imprimée autour de la première couche. Le raft offre une adhérence maximale mais consomme plus de filament et marque la surface inférieure. Le brim est plus rapide et plus économique, idéal pour les problèmes modérés de warping.
Comment régler l'écart d'air du raft pour un retrait facile ?
Commencez par un écart d'air de 0,15 mm et ajustez selon le résultat. Si le raft colle trop, augmentez par pas de 0,05 mm. Si la pièce se décolle pendant l'impression, diminuez. Galaxy3D propose des guides détaillés sur ces réglages pour vous aider à trouver la valeur idéale selon votre matériau et votre machine.
Le raft est-il nécessaire avec un plateau PEI ?
Dans la plupart des cas, non. Les plateaux PEI texturés offrent une excellente adhérence pour le PLA et le PETG sans raft. Cependant, pour l'ABS, le nylon ou les pièces à base très étroite, le raft reste recommandé même sur un plateau PEI. Évaluez d'abord avec un brim avant de passer au raft si le problème persiste.



Commentaires